




ばね屋ブログ > クランク曲げ
クランク曲げ
形状変更提案のお話。

右側のクランク部分の曲げ。この曲げRと曲げRを結ぶ直線部分が短すぎると加工できないのです。いや、言い直します「非常に難しい」のです。私には出来ません(笑)
材料径の3倍以上は直線部分が必要です。鈍角なのでまだ楽です、両方90度だと3.5倍は欲しい。鋭角だと・・・・・。データがありません、どこまで出来るか案件が来たときにテスト加工いたします。
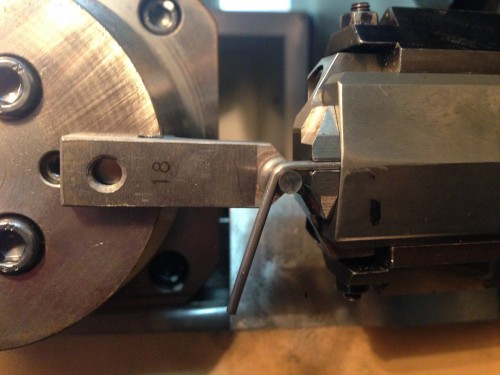
上の写真は図面寸法より約2ミリ直線部分が長いのですが、ここまでしか加工できません。
無理すればあと1ミリぐらい短くなるか??とも思いますが、このぐらいの長さであればそれほど気を使わなくても加工できます。ってことは「安い」ってことです。
この見本をお送りして判定待ち。「図面どおりで」と言われたら辞退です。
下画像、第1曲げが終わって、第2曲げする準備が整った状態
 t
t
下画像、材料の下側にある曲げピンを上方向に回転させて曲げます。
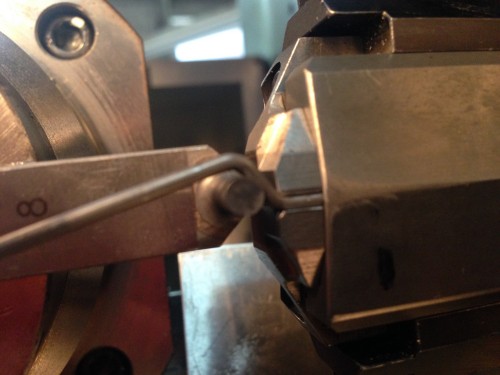
なんとなく、わかっていただけますか?短すぎるとこの曲げを行うとき第1曲げが変形してしまうのです。材料がやわらかければもう少し細いピンを使って直線部を短くすることも可能ですが、イニシャルコストが発生します。硬い材料でピンを細くするとピンが折れます。材料径1.8ミリの曲げツールはこのピン径が「標準ツール」、イニシャルコストのかからないツールとなります。
常に提案させていただきます。材料、形状、表面処理。
加工しやすい形状は、「安い、速い、ばらつきが少ない、折れ難い」
端部の直線が短いのも難しいのです。長く曲げておいて、別工程で切断する必要があります。
平面クランクよりも立体クランクのほうが必要とする直線部が長くなります。
下の動画、ピンの動作1回で曲げるのが難しいので、連打で加工しています。曲げRが大きければこのような加工も可能です。先ほどの写真のピンでは太いため別形状のツールで連打しています。(8秒付近、15秒付近)
ご質問等、ございましたらお気軽にお問合せください。